
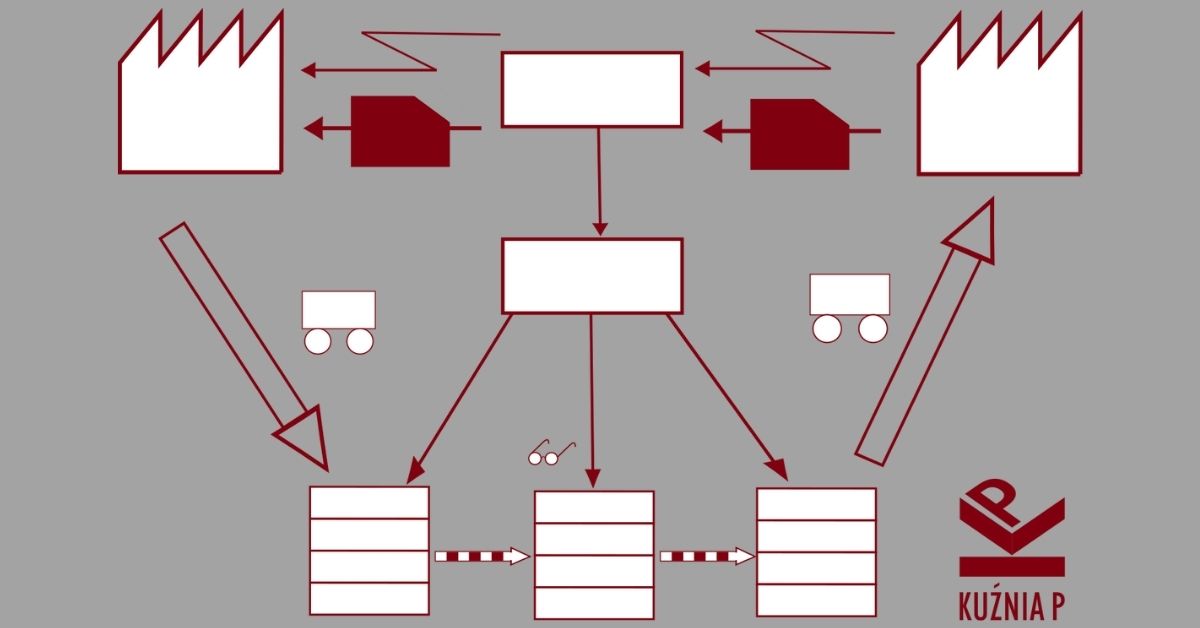
Mapowanie strumienia wartości
Po co jest nam mapowanie strumienia wartości? Nasi klienci często zadają pytanie: w jaki sposób dowiedzieć się od czego powinniśmy zacząć swoją przygodę z doskonaleniem procesów? Przygodę z doskonaleniem swojej organizacji, życia. Odpowiedź jest oczywista – od tego co jest niedoskonałe. Czyli od tzw. problemu. Zwykle reagujemy na problemy, które się samoistnie objawiają: na zepsutą […]

")
")


